AC / DC如何在交流电下用焊条和TIG焊接
- 分享
- 发布时间
- 2019/11/15
概要
交流与直流是一个长期存在的争论。电流是单向还是从正向负交替是更好的选择吗?最后,DC最适合MIG焊接,AC最适合TIG焊接。 AC也适用于棒焊。您将必须采取一些预防措施。无论如何,电力就像火和金钱。一个出色的仆人,但一个可怕的主人。明智地使用它,您可以为出色的工作感到自豪。
交流与直流焊接
在焊接方面,大多数高功率机器都像某些专业的TIG焊机一样,都在DC上运行或具有从DC转换为AC电流的能力。除铝和镁外,大多数金属和金属合金中的大多数都与DC焊接在一起,特别是在焊接高强度和低合金钢时。直流电是唯一的方法。
交流电在MMA(棒)和TIG焊接工艺中有其自己的用途。据我所知,MIG焊接不能在交流电上进行,除非有一些廉价的“蜂鸣器”。没有合适的MIG焊接机可以在AC上表现良好。一些无玻璃药芯焊工可以给您一个不错的跳动,但又一次它的渗透性很低并且会产生大量飞溅。
在MMA情况下,当贱金属被磁化并且出现“电弧吹”时,使用特殊的电极交流电会有所帮助。切换到AC通常会结束问题。
在TIG的情况下,由于铝合金的特殊性能(熔点问题),总是将铝与交流电焊接在一起。这是交流电解决的问题。
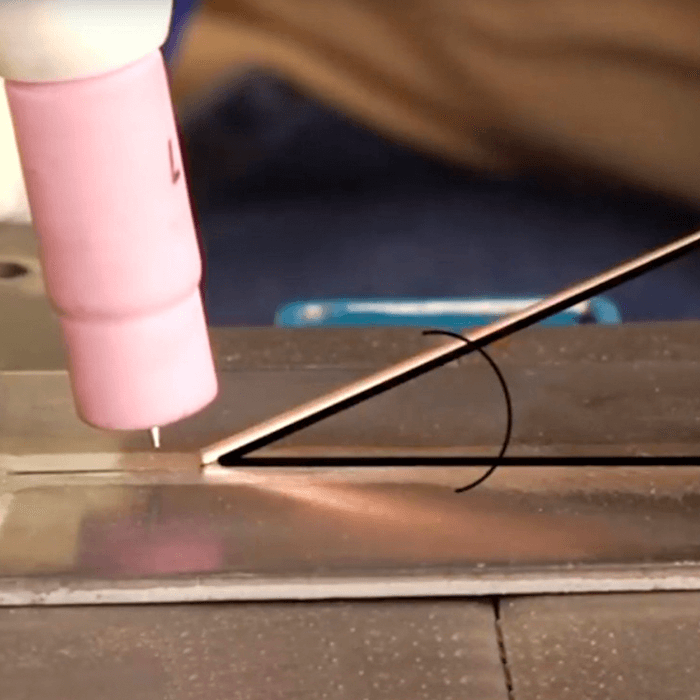
交流氩弧焊
如上所述,通过TIG工艺焊接铝和镁的唯一方法是在交流电上。这是因为铝基本上具有两层,即基础铝和氧化铝。氧化物是在金属暴露于空气时形成的,其熔点高得多,约为3600华氏度。例如,基础铝的熔融温度为1200华氏度。
在贱金属开始熔化之前,必须清除氧化铝。如果不执行此操作,则母材无法正确熔断。在薄板上,贱金属会过热并液化,然后电弧才能穿过氧化物。
现在,交流电的清洁特性就在这里出现。交流电基本上可以将手电筒转换成射线枪。
现在您知道电流从正向负移动,然后每秒又返回多次。因此,当流量翻转到AC循环的电极正部分时(当电流从贱金属流回电极时)实际上提供了“清洁”作用,并且表面氧化物产生了电弧。
然后,当循环交替变回电极负极时(电流从电极流到贱金属),并适当地熔化和熔化铝贱金属。
这是焊接铝的最佳方法。它的速度很慢,但接头金属的质量却很高,并且在美学上令人愉悦。
在AC上进行棒(MMA)焊接
再次注意,大多数焊接是在直流输出上进行的,直流负(-)称为“直”,而直流正(+)则“反向”。如今,其中DC +的使用越来越多。
对于桥梁,船舶,建筑物的金属结构,它可产生良好的焊道轮廓,深层熔深和整体上更好的焊接性能(弯曲,耐用性,孔隙率等)。然后,管道和根在管道上通过。通常,在高强度和低合金钢上的焊接完全是通过直流反向进行的。
DC-曾经是逆变器技术发明之前的粘焊规范。现在,它被用于薄金属板上,以防止在材料上燃烧或在金属不会暴露于极端温度变化或危险水的地方使用。
那么为什么要完全使用AC呢?好吧,在粘焊中经常会出现问题。这是一个巨大的问题,无论您的焊工素质如何,或者准备和清洁母材的质量如何,您都将无法成功进行焊接。这种现象称为“电弧击”。
有时您可以通过更换电极或将接地夹移到另一个地方来解决该问题。但是,如果这不起作用,则唯一的解决方案是交流电。发生这种情况的原因是母材过分磁化或存在电流问题,电极的电弧开始向一侧或另一侧滑动。
它开始在一侧吐出金属滴,在另一侧吐出/熔化材料。交流电流的快速变化特性成功消除了这一问题。
结论:
交流与直流是一个长期存在的争论。电流是单向还是从正向负交替是更好的选择吗?最后,DC最适合MIG焊接,AC最适合TIG焊接。 AC也适用于棒焊。您将必须采取一些预防措施。无论如何,电力就像火和金钱。一个出色的仆人,但一个可怕的主人。明智地使用它,您可以为出色的工作感到自豪。