

中国稳定专业的TOPWELL双脉冲mig焊接机ALUMIG-250P
- 型号
- 铝250P
属性
- 额定输入电压
- 1相〜230V±15%
- 最大负载功率
- 10.35KVA
- 额定输出
- 250A / 26.5V
- 最大开路电压
- 55伏
- 效率
- 80%
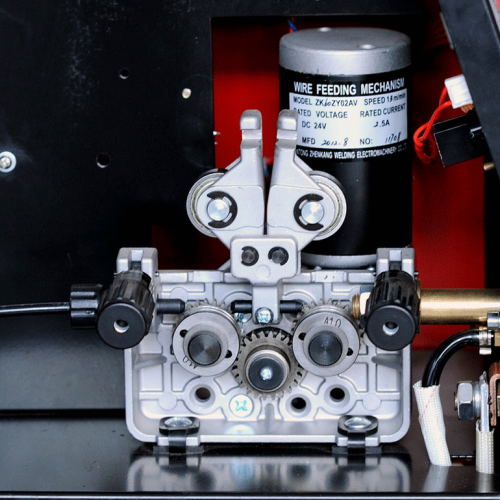
- 送丝机构
- 4个滚筒
- 送丝速度范围
- 0〜25m /分钟
- 保修单
- 1年保修
- 方面
- 790X250X650mm
- 重量
- 32公斤
评价
产品描述
-
铝250P
中国稳定专业的TOPWELL双脉冲mig焊接机ALUMIG-250P
-
应用:
金属加工
维护和修理
汽车车身
轻工 -
流程:
米格
助焊剂芯
脉冲MIG
双脉冲MIG
MMA(棒) -
输入电源:400V,1相
范围:10-250A
40°C(104°F)时的额定输出:
250A at26.5V @ 60%占空比
重量:32KG


协同米格
机器的协同运行使它易于使用,即使对于初学者来说也是如此。只需设置导线类型和直径,然后选择导线速度即可。现在您可以焊接了!随着焊丝速度的增加/减少,电弧电压也增加/减少以维持恒定的焊接电弧。

脉冲米格
脉冲MIG工艺的工作原理是每个脉冲在电极末端形成一个熔融金属小滴。然后,仅添加适量的电流以将一个液滴推过电弧并进入熔池。这些液滴的转移通过电弧发生,每个脉冲一个液滴。
优势:
- 飞溅很少或很少。
- 与GMAW金属转移的其他方式相比,对缺乏融合缺陷的抵抗力更高。
- 优良的焊缝外观。
- 减少的热量引起的变形。
- 能够错位焊接。
- 降低氢气沉积。
- 减少电弧吹动的趋势。
- 适用于机器人和硬自动化应用程序。

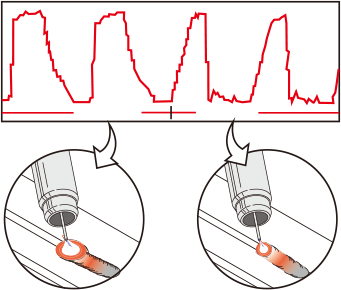
双脉冲MIG
使用波形控制技术,焊机在高能量脉冲和低能量脉冲之间交替。高脉冲和低脉冲的这种组合产生“波纹状”的磁珠外观。高能量脉冲提供了一个更热的电弧(更长的电弧持续时间),从而改善了对基材的清洁作用。低能量脉冲使焊缝熔池冷却,从而控制热量输入以获得良好的熔深。
优势:
- 即使间隙条件和导线位置变化,变形也最小。
- 出色的电弧特性控制,使其更易于产生出色的焊缝。
- 波纹珠的外观无需编织即可产生均匀的珠。
- 同时控制电弧长度和热量输入,以实现出色的穿透轮廓。
- 控制电弧热,非常适合焊接较薄的材料。
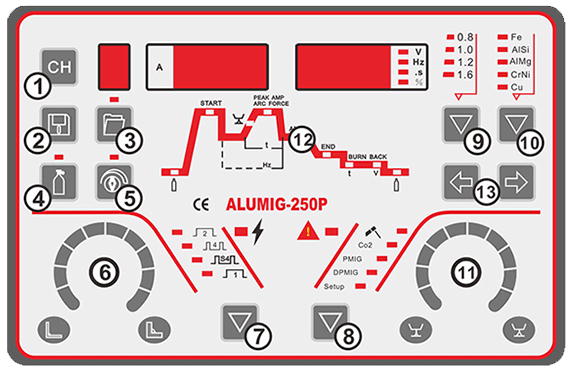
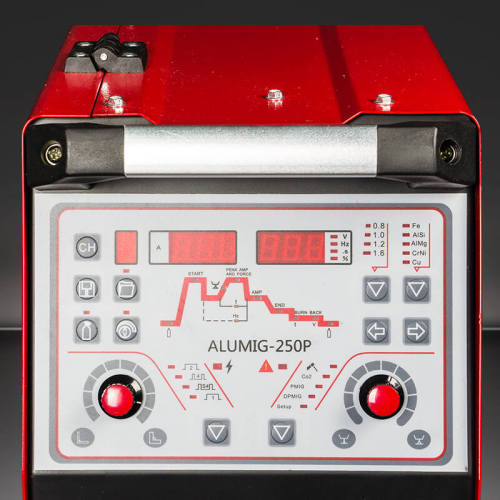
控制面板的一般视图
1.选择存储通道
2.打开所选存储通道的参数
3.将设置存储到存储通道
4.推动检查气体
5.STORE推送以使用协同设置
6.焊接参数设定,旋转拨盘
判断焊接电流或进给速度。7.割炬握持模式按下以选择割炬握持类型:
1)2T 2)4T 3)S4:用于铝从冷到热的焊接形式。
8,焊接工艺按下以选择:
焊接工艺:MMA,MIG / MAG / CO2,脉冲MIG,
双脉冲MIG。
9,迪亚焊丝
10.电线类型
11.按钮,节流效果(电弧动力学)
12,功能顺序
13.焊接设置
-
-
编号 铝250P 额定输入电压 1相〜230V±15% 最大限度。负载功率 10.35KVA 额定占空比(40℃)60% 米格:250A / 26.5V MMA:250A / 28V 100% MIG:200A / 24V MMA:200A / 28V 焊接电流/电压范围 MIG:10A / 14.5V〜250A / 26.5V MMA:10A / 20.4V〜250A / 30V 开路电压 55伏 功率因数 0.8 效率 80% 气体前时间 0-15秒 流量时间 0-15秒 送丝机构 4个滚筒 送丝速度范围 0〜25 m /分钟 线盘容量 300公厘(15公斤) 填充线Ø(mm)Fe,Ss: 0.6〜1.2毫米 磁通量编码: 0.9〜1.2毫米 Al: 0.8〜1.2毫米 方面 790X250X650mm 重量 32公斤 - 对于标准配件
MIG割炬:MIG-24

带有电缆2M的电极支架
接地夹,带电缆2M对于可选配件
BINZEL MB EVO专业版24

氩气常规
或带有加热器的普通2气
推挽式滑车:
QTLB-24KD / 36KD -
-
问:您是工厂还是贸易公司?
答:我们是一家拥有10多年制造经验的工厂,我们提供完善的OEM和售后服务。
问:如何付款?
答:我们接受电汇,西联汇款,阿里巴巴贸易保证金。对于少于1000美元的订单,我们接受PayPal付款。
问:您的保修怎么样?
答:我们提供3年的产品寿命保证,并从提货单开始对所有购买的产品提供1年的慷慨保修。
问:您有CE证书吗?
答:对于每种型号的机器,都有CE证书。
问:如何获得报价?
答:我们通常会在收到您的询问后24小时内报价。如果您急于要价,请发送有关交易管理的信息或直接致电我们