


250安培脉冲迁移焊机,用于ALUMINUM焊接ALUMIG-250P
- 价格
- ¥2
- 型号
- ALUMIG-250P
- 最小订量
- 1 个
属性
- 额定输入电压
- 1PH~230V±15%
- MAX.Load功率容量
- 10.35KVA
- 额定输出
- 250A / 26.5V
- 最大开路电压
- 55V
- 效率刍议
- 80%
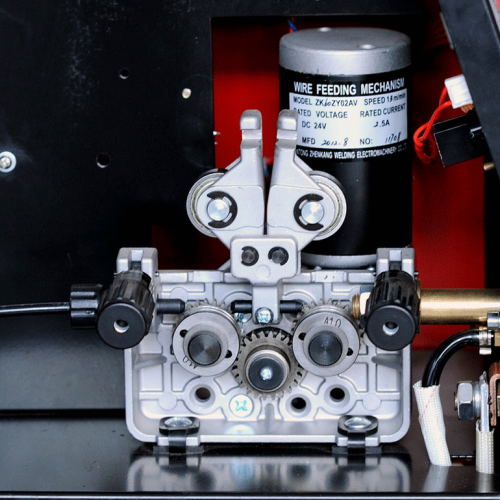
- 送丝机构
- 4个滚轮
- 送丝速度范围
- 0〜25米/分钟
- 保证
- 1年保修
- 尺寸
- 770X250X650mm
- 重量
- 32KG
评价
产品描述
/特点
快速规格
- 应用:
- 金属加工
- 维护和修理
- 汽车车身
- 轻工业
- 流程:
- MIG,
- 药芯焊丝,
- 脉冲MIG,
- 双脉冲MIG,
- MMA(棒)
- 输入功率: 250P:230V,单相
- 300P:400V,3相
- 安培范围: 250P:10-250A / 300P:10-300A
- 额定输出温度为40℃(104℉):
- 250P:250A,26.5V @ 60%占空比
- 300P:300A,29V @ 60%占空比
- 重量:32kg
波形控制系统的优点
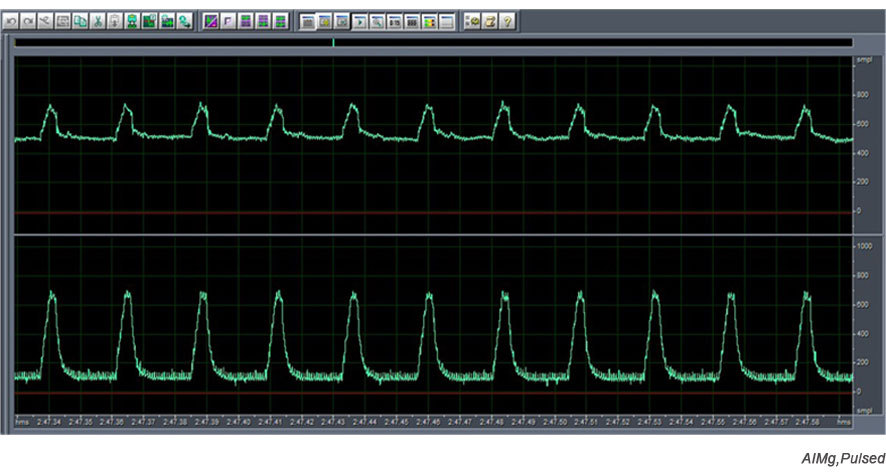
波形控制系统的最新技术采用脉冲MIG控制模式,可以完美控制输出
焊接功率和获得精确的弧形性能。焊丝熔滴传递周期非常清晰,焊接
梁焊接非常干净,焊接时飞溅很少。脉冲MIG
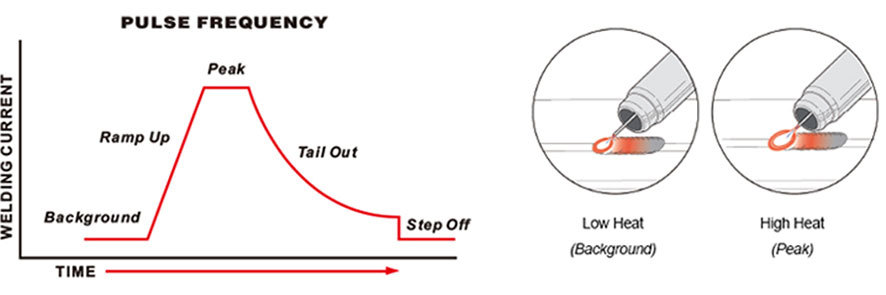
脉冲MIG改变峰值(高热)和背景(低热)电流之间的焊接电流,以提供更好的控制
热输入,最大限度地减少薄材料的翘曲和烧穿。脉冲MIG还可以实现平坦,水平,垂直
没有渣系统的上升或顶部焊接。优化的GMAW-P波形可随时用于铝,
碳钢,高强度低合金钢,不锈钢和镍合金。见NX-2.70PULSED MIG
脉冲MIG精确控制热量输入
每脉冲1滴,并提供稳定的电弧
短弧和喷弧之间的宽传输区域。
喷射电弧“喷射”一股微小的熔化物
电弧穿过电弧,从电极线到电极
贱金属。它产生一种特有的嗡嗡声
或嗡嗡声。脉冲迁移的优点:
•高沉积
•良好的融合和渗透
•良好的珠子外观
•使用更大直径电线的能力
•飞溅很少
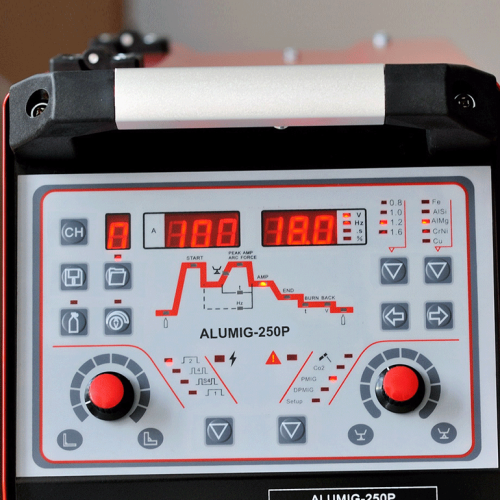
控制面板的一般视图
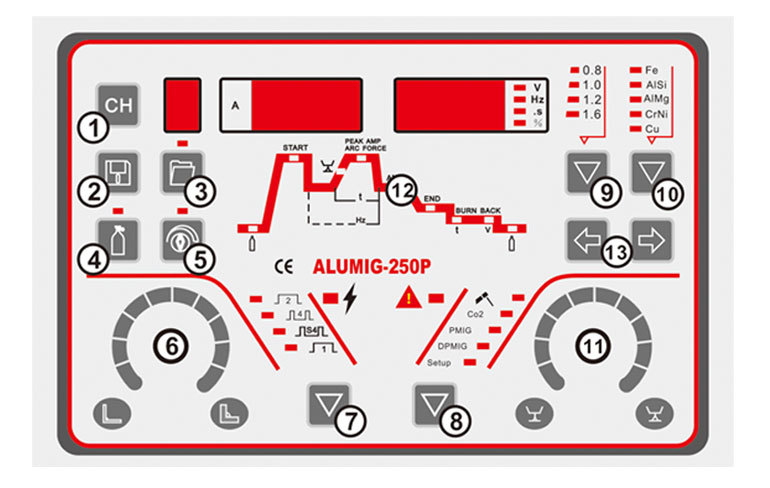
1.SELECT内存频道
2.OPEN所选存储信道的参数
3.将设置存储到存储信道
4.按下检查气体
5.STORE推送使用Synergic Setting
6.焊接参数设定,旋转拨盘
调整焊接电流或进给速度。
7.Torch保持模式
按下以选择手电筒处理类型:
1)2T2)4T
3)S4:用于铝合金焊接形式从冷到热的情况。
8.Welding Process推送选择:
焊接工作:MMA,MIG / MAG / CO2,脉冲MIG,
双脉冲MIG。
9.Dia。焊丝
10.Wire Type
11.按钮,节流效果(电弧动态)
12.功能序列
13.Welding设置Synergic MIG
协同脉冲焊接模式提供简单的
单旋钮控制。机器将选择正确的脉冲
功率基于操作员设置的送丝速度(WFS)。S4T模式
轻松自信地开始和结束焊接。开始吧
消除焊接开始时的不完全熔合,
铝焊接的常见问题。逐渐减少
减少焊接结束时的焊接电流以消除
火山口缺陷。可调节的流量前和流量后确保
水坑总是有足够的气体覆盖。/规格
技术规格
编号 ALUMIG-250P ALUMIG-300P 额定输入电压 1PH~230V±15% 3PH~400V±15% 最大。负载功率容量 10.35KVA 12.04KVA 额定工作周期(40℃)60% MIG:250A / 26.5V MIG:分离送丝机:300A / 29V 内部送丝机:250A / 26.5V MMA:250A / 28V MMA:250A / 28V 100% MIG:200A / 24V MIG:200A / 24V MMA:200A / 28V MMA: 200A / 28V 焊接电流/电压范围 MIG:30A / 15.5V~250A / 26.5V MIG:30A / 15.5V~300A / 29V MMA:30A / 20.4V〜250A / 28V MMA:30A / 21.2V〜250A / 28V 开路电压 55V 55V 功率因数 0.8 0.85 效率 80% 85% 预燃气时间 0-15S 0-15S 流动时间 0-15S 0-15S 送丝机构 4个滚轮 4个滚轮 送丝速度范围 0~25米/分钟 0~25米/分钟 线管容量 300毫米(5千克) 300毫米(5千克) 填充线Ø(mm)Fe,Ss: 0.6~1.2 mm 0.6~1.6毫米 通量芯: 0.9~1.2毫米 0.9~1.6毫米 铝: 0.8~1.2毫米 1.0~1.6毫米 尺寸 770X250X650mm 770X250X650mm 重量 32KG 33KG /配件
适用于标准配件适用于可选配件/视频
/文件















